



Efficiency & Sustainability Are the Focus for Farrel Pomini at K 2022
September 28, 2022
K 2022: Messe Dusseldorf, Hall 9, Stand A16, October 19-26
Company to Exhibit with Parent Company HF MIXING GROUP and Partner WF RECYCLE-TECH at the Exhibition; Will Feature New High-Dispersion Rotor, Along with Numerous Examples of Investment in, and Commitment to Sustainability
FARREL POMINI, a global leader in the research, design, and manufacture of compounding systems specializing in abrasive, temperature-sensitive and high fill level applications, will exhibit at K 2022 along with its parent company, HF MIXING GROUP in Hall 9, Stand A16.
WF RECYCLE-TECH is participating in the stand as well. Farrel Corporation is a partner in WF RECYCLE-TECH, a patented pyrolysis system provider that incorporates a Farrel Continuous Mixer (FCM™) in their process.
The theme of the FARREL POMINI stand is ‘sustainability’ where the company takes a multi-pillared approach.
The exhibit will feature the following presentations:
- FARREL POMINI will exhibit their newest product, the High-Dispersion (HD) Rotor, designed for use with the company’s Compact Processors;
- FARREL POMINI’s business and facility investments in sustainability will be featured, including solar energy use, recycling, electric vehicle charging stations, ISO 14000 certification, and its WF RECYCLE-TECH investment;
- Efficiencies of equipment and FARREL POMINI machine repair and rebuild capabilities;
- Production case studies and research & development activity processing biopolymer applications: PLA, PHA, etc.
- Production case studies and research & development activity processing recycled materials: PVC, recovered Carbon Black (rCB), use of the FARREL POMINI CPeX machine for research at University of Massachusetts - Lowell, etc.
NEW PRODUCT – HIGH-DISPERSION ROTOR FOR FARREL POMINI COMPACT PROCESSORS
At K2022, FARREL POMINI will introduce its newest product, the High-Dispersion (HD) Rotor for use in the company’s full line of Compact Processors. Designed specifically for applications requiring high dispersion, this rotor is ideal for processing fiber grade, high color carbon black, and color concentrates.
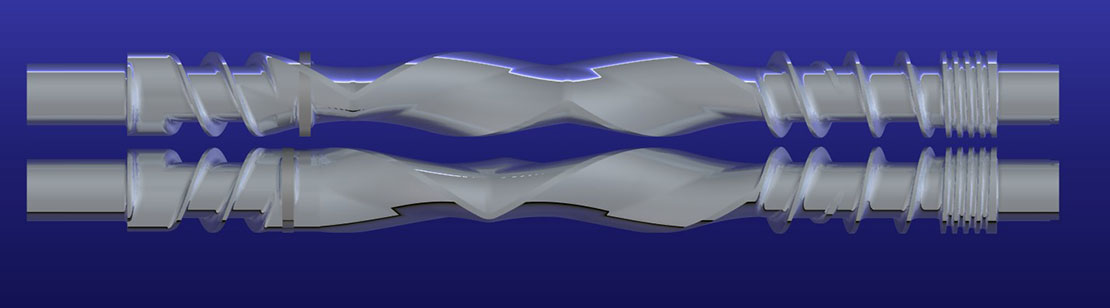
The High-Dispersion Rotor is a single stage rotor with an enhanced mixing area in a 10:1 L/D format. In addition to a mixing section that is double the length of the standard FARREL POMINI rotor, the HD rotor includes:
- A new concave feed flight design which increases the conveying efficiency at the infeed of the mixer using high rotor speeds aiding intake of lower bulk density materials.
- Once inside the mixer, the new partial double feed flight design with increasing pitch maximizes throughput rate and allows for even distribution of material over both rotor tips.
- The use of rotor cooling on the new double length mixing section increases the residence time of the material in the semi-molten state. The resulting higher material viscosity increases energy input to maximize dispersive mixing.
- A wider apex region increases material exchange between both rotors which better distributes material in the mixer to increase the homogeneity of the compound.
- New offset blister rings on each rotor with an adjustable dam are used to throttle material from the mixing section, allowing for the adjustment of residence time.
- A pumping section located downstream of the blister ring improves venting performance by efficiently moving material out of the mixer through the orifice.
ISO 14001 Certification
FARREL POMINI is in the process of obtaining ISO 14001 certification.
ISO 14000 is a family of standards related to environmental management the helps organizations to minimize how their operations processes, etc. negatively affect the environment, comply with applicable laws, regulations and other environmentally oriented requirements.
“The ISO 14000 certification is an important component of our ESG strategy development, which has been a significant focus for us in 2022 and will continue into 2023,” said Paul Lloyd, FARREL POMINI President and Business Unit Director. “We believe that having a strong environmental, social, and governance strategy will help us attract customers that want to produce more sustainable products, lower our energy consumption, boost employee motivation and attract the best talent through greater social credibility.”
SOLAR
FARREL POMINI has a 390-kilowatt solar installation at their purpose-built corporate headquarters in Ansonia, Connecticut USA. The rooftop solar system produces approximately 475,505 kWh of clean energy annually to offset 63% or more of the facility’s electricity usage.
The system provides environmental benefits equivalent to saving 23,797 gallons of gas or avoiding 463,682 pounds of carbon dioxide a year. FARREL POMINI’s system helps support a cleaner future for the local area and helps advance Connecticut toward its Renewable Portfolio Standard.
MACHINE EFFICIENCIES AND REBUILDS CAPABILITIES
Farrel first introduced the FCM™, Continuous Mixer in 1963.
“Since the FCM™ was introduced to the market nearly 60 years ago, it has provided compounders with highly efficient processing due to its superior energy and maintenance capabilities, productivity, material properties and accelerated return on investment,” said Paul Lloyd. “In other words, the continuous mixer was a sustainable processing solution before sustainability was a focus of the market.”
Continuous mixing is based on the principle of two counter-rotating, non-intermeshing rotors and a large free volume mixing chamber. The mixing chamber allows for liberal material circulation and superior distributive mixing, while the specialized rotor geometry facilitates efficient levels of shear and excellent dispersive mixing. These operating principles make continuous mixing technology an inherently efficient and sustainable solution for compounders.
The design of the FCM™ allows for low process temperatures; depending on the application, it can provide a 10% or greater specific energy savings compared with competing technologies. In addition, modular components allow for straightforward maintenance and maximum on-stream time.
FARREL POMINI offers a unique program for equipment remanufacture and repair services that ranges from the straightforward repair of key wear components, such as rotors, to a complete remanufacture utilizing a combination of new and rebuilt parts bringing the equipment back to its original productivity specifications. The remanufacturing solution is a sustainable option that extends the life cycle of the equipment and is often more cost-effective than a capital purchase.
CUSTOMER DEMONSTRATION TRIALS
In recent years, customer demonstration trials of “bio-friendly” materials, including biopolymers and recyclates, has increased dramatically at FARREL POMINI and currently represents about 70% of customer trial activity.
The FARREL POMINI CPeX® Laboratory Compact Processor has been highly utilized for small lot feasibility studies which is often the first step when trialing this dynamic landscape of materials. The CPeX® has a nominal production capacity of 10 – 50 kg/h.
FARREL POMINI has two Customer Demonstration Facilities, one in Ansonia, Connecticut USA and the other in Rochdale, United Kingdom. The USA facility also serves as the company’s Research and Development Facility.
WF RECYCLE-TECH
In February 2021, FARREL POMINI invested in WF RECYCLE-TECH, a United Kingdom company with a patented pyrolysis system for recycling end-of-life tires. The WF RECYCLE-TECH system offers a distinct and pioneering approach to other pyrolysis methods currently available.
The WF RECYCLE-TECH partnership leverages the strength of Farrel Continuous Mixing Technology as well as FARREL POMINI’s engineering and manufacturing capabilities to create a solid platform within the pyrolysis sector. This closes the tire recycling loop by bringing to market a unique and reliable system for processing end-of-life tires and producing viable recovered material outputs.
FARREL POMINI’s investment in WF RECYCLE-TECH provides an entry into the end-of-life tire recycling equipment market. Customers will be able to utilize the WF RECYCLE-TECH system as a solution for end-of-life tires and generate material inputs for the compounding and masterbatch industries.
Currently, WF RECYCLE-TECH has a pilot plant in the United Kingdom which demonstrates the efficient pyrolysis of up to 500 kg/h of end-of-life tire crumb.
The Research and Development Team of FARREL POMINI is working to optimize compounding applications utilizing recovered carbon black to offer existing and potential customers support with processing materials to provide a more sustainable solution to their compounding needs.
WF RECYCLE-TECH is making their first exhibitor appearance at K2022, exhibiting alongside FARREL POMINI & HF MIXING GROUP.
About FARREL POMINI
In 2010, Harburg-Freudenberger Maschinebau GmbH, Farrel Corporation and Pomini Rubber & Plastics Srl integrated to form HF MIXING GROUP. FARREL POMINI was established in 2011 to focus expertise in the continuous mixing equipment sector of the HF MIXING GROUP member companies. As separate companies, Farrel Corporation and Pomini Rubber & Plastics Srl possess over 100 years of collective experience in the polymer processing industry. The company is a global leader in the research, design and manufacture of continuous mixing systems for the polymer processing industry.
For more information on FARREL POMINI visit the company’s website at www.farrel-pomini.com.
Contact Us
Address:
Farrel Corporation
One Farrel Boulevard
Ansonia, Connecticut 06401-1256
USA